The initial ACES II production contract was awarded to McDonnell-Douglas Corp. (MDC) in November 1976. The contract was a 'Leader/Follower' type contract which meant that MDC would be the Leader and would train the Follower to build the seat as well. Weber Aircraft Co. (WAC) was selected and trained as the follower. Thereafter, each additional contract from 1982-1990 was bid upon by both MCD and WAC, with the competition helping keep the unit cost low. In 1990, with fewer seats to be ordered, the entire production was awarded to McDonnell-Douglas Corp. Soon thereafter Weber Aircraft Co. ceased manufacturing ejection seats and concentrated on the manufacture of crew seats.
Production of the seats has totaled about 8000 as of May 1997, with some 416 non-combat and 10 combat ejections worldwide. The official USAF success rate is 94.4% in envelope, and 89.9% including out of envelope ejections. MCD manufactured some 6500 and WAC the remaining 1500.
Since its development it has been used in various forms in the following aircraft:
| F-15 Eagle | Has add-on Canopy Breakers | |
| F-16 Fighting Falcon | Center pull W/Trajectory Divergence rockets | |
| A-10 Warthog | ||
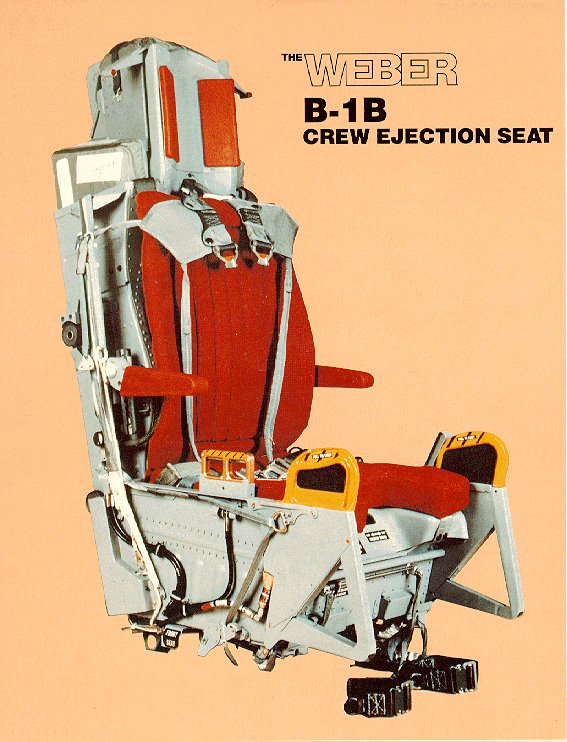
| B-1B Lancer | With arm and leg restraints | |
| T-46A | With Asymetrical Canopy Breakers | |
| B-2 Spirit | Has Flip-up Pitots | |
| F-22 Raptor | See The YF-22 Raptor page |
The ACES II is a third-generation seat, capable of ejecting a pilot from zero-zero conditions up to maximum altitude and airspeeds in the 600 KEAS range. The peak catapult accelleration is about 12g, with a extra 2g pulse from a stabilizing rocket. The ACES II has three main operating modes, one each for the low speed/low altitude, medium speed, and high speed/high altitude. In Mode 1, which includes 0-0, the parachute is inflating in less than two seconds. In Mode 2 the chute is inflating in less than 6 seconds. Mode 3 deployment is delayed by the sequencer until the seat-man package reaches either Mode 2, or Mode 1 conditions, whichever comes first.
| The Ejection Site Home | |
|---|---|
| Send email to Kevin |
{kind=link}
{kind=link}
{kind=link}